
Page 95 - needle bearings
P. 95
Drawn cup needle roller bearings
NTN
Bearing Fits Bearing installation
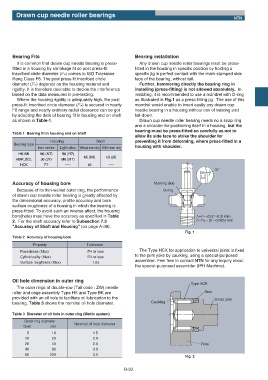
It is common that drawn cup needle bearing is press- Any drawn cup needle roller bearings must be press-
fitted in a housing by shrinkage fit so post press-fit fitted in the housing in specific position by holding a
inscribed circle diameter (Fw) comes to ISO Tolerance specific jig in perfect contact with the mark-stamped side
Rang Class F8. The post press-fit inscribed circle face of the bearing, without fail.
diameter (Fw) depends on the housing material and Further, hammering directly the bearing ring in
rigidity. It is therefore desirable to decide the interference installing (press-fitting) is not allowed absolutely. In
based on the data measured in pre-testing. installing, it is recommended to use a mandrel with O-ring
Where the housing rigidity is adequately high, the post as illustrated in Fig.1 as a press-fitting jig. The use of this
press-fit inscribed circle diameter (Fw) is secured in nearly mandrel would enable to insert easily any drawn cup
F8 range and nearly ordinary radial clearance can be got needle bearing in a housing without risk of twisting and
by adopting the data of bearing fit in housing and on shaft fall-down.
as shown in Table-1. Drawn cup needle roller bearing needs no a snap ring
and a shoulder for positioning itself in a housing, but the
bearing must be press-fitted so carefully as not to
Table 1 Bearing fit in housing and on shaft
allow its side face to strike the shoulder for
Housing Shaft preventing it from deforming, where press-fitted in a
Bearing type
Iron series Light alloy Without inner ring With inner ring housing with shoulder.
HK,BK N6 (N7) R6 (R7)
h5 (h6) k5 (j6)
HMK,DCL J6 (J7) M6 (M7)
HCK F7 –––– k6 ––––
15˚
Accuracy of housing bore Marking side
Because of its thin-walled outer ring, the performance O-ring A
of drawn cup needle roller bearing is greatly affected by
the dimensional accuracy, profile accuracy and bore
surface roughness of a housing in which the bearing is
B
press-fitted. To avoid such an inverse affect, the housing A
bore(hole) must have the accuracy as specified in Table A Dʵ(0.2ʙ0.3) mm
2. For the shaft accuracy refer to Subsection 7.3 B=Fwʵ(0ʙ0.025) mm
"Accuracy of Shaft and Housing" (on page A-39).
Fig. 1
Table 2 Accuracy of housing bore
Property Tolerance
Roundness (Max) IT4 or less The Type HCK for application to universal joints is fixed
to the joint yoke by caulking, using a special-purposed
Cylindricality (Max) IT4 or less
assembler. Feel free to contact NTN for any inquiry about
Surface roughness (Max) 1.6a
the special-purposed assembler (IPH Machine).
Oil hole dimension in outer ring
Type HCK
The outer rings of double-row (Tail code : ZW) needle
roller and cage assembly Type HK and Type BK are Seal
provided with an oil hole to facilitate oil lubrication to the Cross joint
bearing. Table 3 shows the nominal oil hole diameter. Caulking
Table 3 Diameter of oil hole in outer ring (Metric system)
Outer ring diameter
Nominal oil hole diameter
Over incl.
5 10 1.5
10 20 2.0
20 40 2.5 Yoke
40 80 3.0
80 200 3.5
Fig. 2
B-33