
Page 196 - domce
P. 196
9 INTERNAL SELF-ALIGNING BALL & ROLLER BEARING UNITS
5. Handling bearings
Procedure for Mounting Spherical Roller Bearings with Tapered Bore and using an Adapter Sleeve
1. Unwrap bearing and inspect for internal clearance
group when supplied with housings they will usually
be “Normal Clearance” - no suffix after number - or,
“C3 Clearance” one group greater than normal. or
Multiply last two numerals of bearing number by 5,
to determine nominal bore size in millimetres for
reference to chart column “A”. Gap type
Gap types can be fitted over shaft after bearing and
Identify
seals have been fitted.
5. Bearings, adapter sleeves, rotating seal components
(and spacer rings if solid), should be fitted loosely to
shaft in approximately required positions in many cases
the taconite seals (with outer casting) can be positioned
Example: 22232 – 32 x 5 = 160mm Nominal Bore
Note: this is bearing bore not adapter bore. already assembled otherwise rotating labyrinth and oil
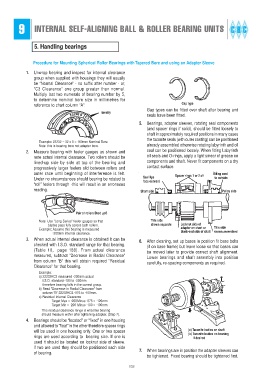
2. Measure bearing with feeler gauges as shown and seal can be positioned loosely. When fitting Labyrinth
note actual internal clearance. Two rollers should be oil seals and O-rings, apply a light smear of grease on
lined-up side by side at top of the bearing and components and shaft. Never fit components on a dry
progressively larger feelers slid between rollers and contact surface.
outer race until beginning of interference is felt. Spacer rings 1 or 2 off ÒOÓ ring cord
Under no circumstances should bearing be rotated to Seal lips to outside
face outward
“roll” feelers through -this will result in an erroneous
reading. Short side Pulley side
Pair of rollers Òlined upÓ
Note: Use “Long Series” feeler gauges so that This side
blades pass fully across both rollers. shown separate Locknut side of
Example: Assume this bearing is measured adapter on short or This side
. blank-end side of shaft shown assembled
200mm internal clearance.
3. When actual internal clearance is obtained it can be
6. After cleaning, set up bases in position fit base bolts
checked with I.S.O. standard range for that bearing.
(if on base frame) but leave loose so that bases can
(Table 10, page 188). From actual clearance
be moved later to provide correct shaft alignment.
measured, subtract “Decrease in Radial Clearance”
Lower bearings and shaft assembly into position
from column “B” this will obtain required “Residual
carefully, re-spacing components as required.
Clearance” for that bearing.
Example:
.
a) 22232KC3 measured 200mm actual
.
.
I.S.O. standard 180 to 230mm
therefore bearing falls in the correct group.
b) Read “Decrease in Radial Clearance” from
.
.
column “B” 22232KC3 075 to 100mm.
c) Residual Internal Clearance
.
.
.
Target Max = 200Minus 075 = 125mm
.
.
.
Target Min = 200 Minus 100 = 100mm
This residual clearance range is what the bearing
should measure within after tightening adapter, (Step 7).
4. Bearings should be “located” or “fixed” in one housing
and allowed to “float” in the other therefore spacer rings
will be used in one housing only. One or two spacer (a) Taconite bodies on shaft
(b) Taconite bodies on housing
rings are used according to bearing size. If one is if desired
used it should be located on locknut side of sleeve.
If two are used they should be positioned each side
of bearing. 7. When bearings are in position the adapter sleeves can
be tightened. Fixed bearing should be tightened first,
192